What Are Studded Tubes and How Do They Work?
In high-temperature, high-fouling, and corrosive process environments, standard bare tubes and even conventional finned tubes often fall short. Studded tubes, also known as nailhead pipes or stud pipes are purpose-engineered extended-surface heat transfer elements designed to perform where other tube types cannot. They are the preferred solution in petrochemical furnaces, fluidized bed boilers, and process heaters operating under demanding thermal and mechanical conditions.
This blog provides an in-depth technical overview of what studded tubes are, how they are manufactured, the working principle behind their heat transfer performance, Studded tubes uses and the specific applications, including studded boiler tubes and studded heater tubes where their design delivers the highest engineering value.
Need Studded Tubes for Your Next Project?
Amardeep Steel supplies IBR/ASME-compliant studded tubes across all material grades. Get in touch with our engineering team today.
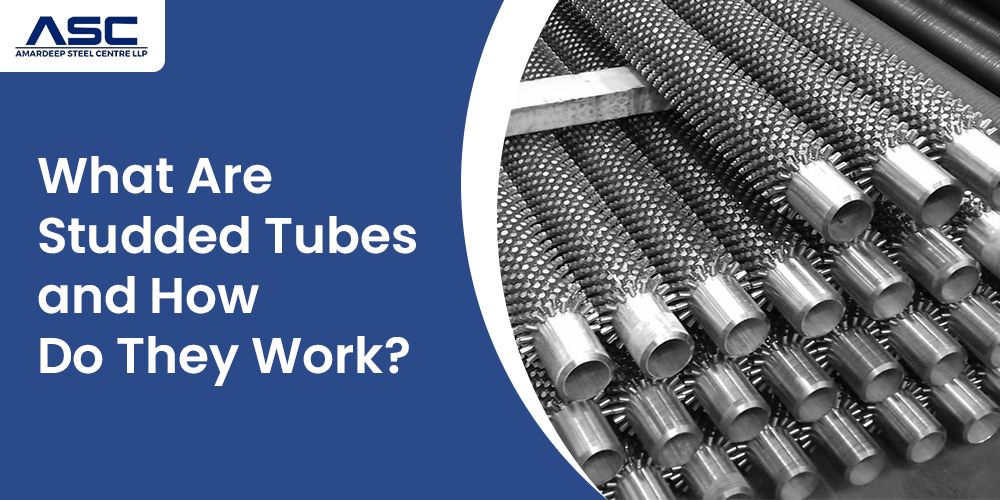
What Are Studded Tubes?
Studded tubes are heat transfer tubes onto which short, solid cylindrical projections (studs) are welded in defined rows around the outer circumference. Manufactured using automated electrical resistance stud welding, they function as a robust extended-surface alternative to finned tubes in applications involving highly corrosive atmospheres, severe fouling, or operating regimes that demand frequent mechanical cleaning.
The inherently thicker stud cross-section makes studded tubes one of the most mechanically durable extended-surface geometries available for high-temperature service.
Manufacturing Process: How Are Studs Welded?
Studs are welded to the tube OD using automated electrical resistance stud welding equipment that produces full-penetration, metallurgically sound welds at defined pitch and angular spacing. Process parameters of note:
- Stud arrangement flexibility: Studs can be applied uniformly around the full circumference or restricted to one side only, as required by the design.
- Variable stud height per row: Different stud heights within the same row are achievable, enabling a tailored heat transfer profile along the tube length.
- Post-weld heat treatment (PWHT): Alloy steel grades are stress-relieved per applicable material specifications following studding.
- Material versatility: Any combination of tube and stud material grade is accommodated, carbon steel through high-nickel alloys.
Technical Specifications of Studded Tubes
Typical manufacturing parameters for studded tubes are as follows:
| Parameter | Typical Range / Standard |
|---|---|
| Tube Outer Diameter | 1.5" (38.1 mm) to 12.75" (323.9 mm) |
| Tube Material | Carbon Steel, Alloy Steel, Stainless Steel, High-Nickel Alloys |
| Stud Material | Carbon Steel, Alloy Steel, Stainless Steel (to match or upgrade tube grade) |
| Stud Geometry | Solid cylindrical (round) |
| Stud Arrangement | Circumferential rows at defined pitch and angular spacing |
| Welding Method | Electrical Resistance Stud Welding (automated) |
| PWHT | As per applicable material and design specifications (alloy grades) |
| Surface Treatment | Protective coating on external surfaces (when specified) |
| Applicable Standards | IBR (Indian Boiler Regulations), ASME I, ASME VIII, PED (97/23/EC) |
How Studded Tubes Work: The Heat Transfer Mechanism
Studs project outward from the tube wall, increasing total external surface area exposed to the hot gas stream without increasing tube length or count. The external surface area of a single studded tube is equivalent to that of 4 to 10 bare tubes depending on stud density and geometry. Beyond area gain, the studs disrupt the gas-side boundary layer, increasing the film heat transfer coefficient and improving overall thermal efficiency. The net result is a reduced tube count for equivalent heat duty enabling more compact, cost-effective equipment design.
Studded Tubes vs. Finned Tubes: Selection Criteria
The selection between studded tubes and finned tubes is primarily governed by the severity of the flue gas environment and the cleaning regime required:
| Parameter | Studded Tubes | Finned Tubes |
|---|---|---|
| Operating environment | Highly corrosive, heavy fouling | Clean / moderate fouling |
| Cleaning tolerance | Aggressive / frequent — viable | Sensitive to mechanical damage |
| Structural robustness | High (thick stud cross-section) | Lower (thin fin geometry) |
| Typical fuel/gas | Heavy oil, biomass, dirty flue gas | Natural gas, clean flue streams |
| Primary application | Petrochemical furnaces, FBC/CFBC | HRSG, air-cooled exchangers |
| Welding Method | Electrical Resistance Stud Welding (automated) | |
| PWHT | As per applicable material and design specifications (alloy grades) | |
| Surface Treatment | Protective coating on external surfaces (when specified) | |
| Applicable Standards | IBR (Indian Boiler Regulations), ASME I, ASME VIII, PED (97/23/EC) |
Unsure Whether to Specify Studded or Finned Tubes?
>Share your service conditions with our team, we'll help you make the right call. Call or email Amardeep Steel today.
Studded Tubes Uses and Applications
Studded Boiler Tubes in FBC and CFBC Boilers
Studded boiler tubes are most critically applied as inbed tubes in Fluidized Bed Combustion (FBC) and Circulating Fluidized Bed Combustion (CFBC) boilers, where tubes are immersed directly in the fluidized bed zone. Here, circulating bed material (sand, ash, limestone) impinges on tube surfaces at high velocity, creating simultaneous erosion and high thermal load. The welded studs serve a dual function: they absorb and deflect particle impact, extending tube service life while simultaneously increasing heat transfer surface area. Inbed tube assemblies are supplied in fully bent configurations per customer drawings, maintaining stud pitch and angular alignment through the bend radius. All IBR-registered boiler pressure parts are fabricated per IBR requirements and customer-approved drawings.
Studded Heater Tubes in Petrochemical Furnaces
Studded heater tubes are widely used in the convection sections of petrochemical fired heaters, where high flue gas temperatures combine with soot, coke particles, or sulfur compounds from the radiant section. Typical services include ethylene crackers, crude and vacuum heaters, direct-fired reboilers, and atmospheric distillation units operating on heavy fuel oil or residual oil. In these environments, the stud geometry withstands the aggressive hydroblasting or shot cleaning needed to maintain design heat flux which is a key advantage over finned tubes, which degrade under the same cleaning intensity.
Material Selection for Studded Tubes
Material selection for studded tubes is driven by operating temperature, process fluid chemistry, external gas composition, and design pressure.
- Carbon steel: Moderate-temperature, non-corrosive process fluid, clean fuel combustion.
- Alloy steel (1¼Cr½Mo, 2¼Cr1Mo, 5Cr½Mo, 9Cr1Mo): Elevated temperature, high-pressure hydrogen service, sulfidation environments.
- Austenitic stainless steel (304, 316, 321, 347): Corrosive process or external environments, oxidizing acids, chloride-bearing streams.
- High-nickel alloys (Alloy 800, Alloy 825, Inconel): Most severe service like high-temperature oxidizing, carburizing, or aggressive process chemistry.
Where tube and stud are of dissimilar grades, weld parameters are independently qualified and the PWHT cycle is defined to ensure the heat-affected zone (HAZ) meets mechanical and corrosion performance requirements.
Corrosion Protection and Protective Coatings
In those applications where the operating environment can justify extra corrosion protection on top of the material choice of alloy, the external surfaces of studded tubes may be covered with an appropriate protective coating. This can be thermal spray (HVOF, flame spray), high-temperature oxidation resistant ceramic or other organic-based corrosion environment coating.
Design review helps the engineering team to assess the design requirements with respect to coating; to determine that the coating system chosen is appropriate to meet service temperature range, tube surface preparation standard and mechanical requirements of the application including the capability of withstanding any periodic cleaning regime.
Ready to Source Studded Boiler Tubes or Heater Tubes?
Get fast quotes, full material certifications, and IBR/ASME compliance. Contact Amardeep Steel — your trusted heat transfer tube partner.
Why Source Studded Tubes from Amardeep Steel?
Amardeep Steel Centre supplies studded tubes across the full material grade range like carbon and alloy steel through stainless steel and high-nickel alloys with dimensional and surface quality aligned to project specifications and applicable codes. Our supply scope covers studded boiler tubes (IBR/ASME), studded heater tubes for petrochemical convection sections, and fully fabricated FBC/CFBC inbed tube assemblies per customer drawings. For project-specific requirements or material grade selection support, contact our engineering and commercial team.
Frequently Asked Questions About Alloy vs Aluminum
What is the standard stud diameter?
The average diameter of the studs is 12.77mm. This dimension will provide dependable mechanical contact with the tube wall in electrical resistance stud welding and will guarantee the same heat transfer performance across a range of process application.
What are the sizes of tubes that the automatic studding machines can work with?
Automated studding machines fit into tubes with an outer diameter of between 1.5 to 12.75 (38.1 mm 323.9 mm). The wide size range belongs to most pressure tube sizes employed in petrochemical furnace convection sections, FBC / CFBC boiler inbed assembly assemblies and power generation heat recovery equipment.
Are studded tubes resistant to corrosion?
Yes - the choice of the grade of tubes and studs material determines corrosion resistance. Carbon steel grades encompass moderate service, Cr-Mo alloy steels include high temperature and sulfidation service, austenitic stainless steel (304, 316, 321, 347) are used at the most aggressive high-temperature and process chemistry conditions and high-nickel alloys (Alloy 800, Alloy 825, Inconel) are employed at the most aggressive and high-temperature service. HVOF or ceramic thermal spray coverings can also be applied to the external surfaces where necessary.
What are the reasons why studded tubes are used as opposed to finned tubes?
The use of studded tubes instead of finned tubes is desirable in the conditions (a) very corrosive or dirty flue gas streams that are likely to foul, (b) heavy fuels like residual oil or biomass that produce particulate-containing combustion gases, or (c) where the operation needs an aggressive mechanical cleaning (hydroblasting, shot blasting). The thick-section stud geometry is discrete and can endure cleaning intensities which strip and deform thin fin profiles. Studs are also used as an erosion shield in FBC/CFBC boiler inbeds, and they prevent the constant passage of circulating bed material striking the tube wall that finned tubes cannot.
Have a Technical Query? Talk to Our Engineering Team.
Amardeep Steel · Studded Tubes · Finned Tubes · Alloy Boiler Tubes